
Fine chemical pipe chain conveyor

product description:
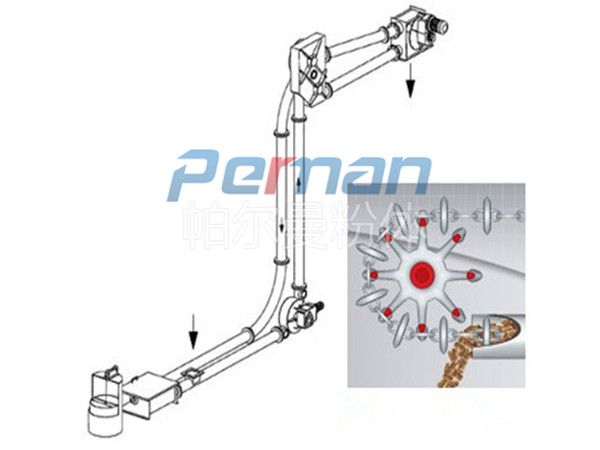
Pipe chain conveyors are also called pipe chain conveyors, pipe conveyors, pipe conveyors, chain pipe conveyors, etc. It is a mechanical system that moves inside a closed pipe. It has the characteristics of stable performance, energy saving, environmental protection and sealing in the transportation system. It can continuously convey bulk materials such as powder, paste, small granules and small blocks, and can also be conveyed horizontally, tilted and vertically in combination. It is widely used in chemical industry, chemical fiber, pesticide ore, plastics, rubber, grain, coal powder, food industry, building materials and other industries.
Pipe chain conveyor is a continuous conveying equipment for conveying bulk materials such as powder, small granular and small blocks. It can be conveyed horizontally, inclined and vertically in combination. In a closed pipeline, the chain is used as the transmission component to drive the material to move along the pipeline. When conveyed horizontally, the material particles are pushed by the chain in the direction of movement. When the internal friction between the material layers is greater than the external friction between the material and the pipe wall, the material will move forward with the chain piece, forming a stable material flow; when transported vertically, the material particles in the pipe are pushed upward by the chain piece, because the lower part The feeding prevents the upper material from sliding down and generates lateral pressure, thereby enhancing the internal friction of the material. When the internal friction between the materials is greater than the external friction between the material and the inner wall of the tube and the material's own weight, the material will be transported upwards with the chain. Form a continuous flow. Powder materials can move linearly or change direction along closed pipes in three-dimensional space; the horizontal conveying distance can reach 60 meters, and the vertical conveying distance can reach 30 meters.
In the process of transporting materials, the pipe chain conveyor has the characteristics of large conveying capacity, long service life, low maintenance cost, good sealing, safety and low energy consumption of the buried scraper conveyor. It also has the vertical conveying capabilities of the bucket elevator. capabilities, while the layout is more flexible (horizontal-vertical/inclined-horizontal) and the sealing performance is higher. There is no return material, no damage to the material, and no dust in the vertical conveying of materials. When conveying water-containing materials, easily adsorbed materials, and materials with very light specific gravity, an electric cleaner can be installed in the chassis.

Features:
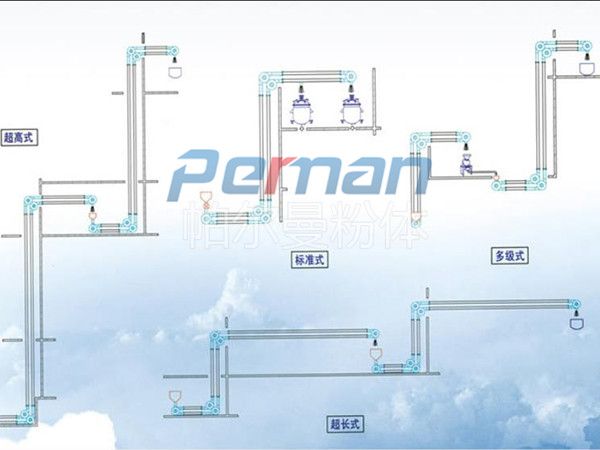
1. It has a compact structure, takes up little space, and can change the conveying direction in three dimensions.
2. Fully enclosed conveying, no dust spillage, no dust collector required at the outlet. It can be filled with gas when conveying materials.
3. The material is transported smoothly along the pipe with less material damage. The slow curved transportation causes very few material particles to produce debris.
4. Low energy consumption - economical operation cost, the entire system is driven by only one motor.
5. No system blockage will occur - suitable for transporting various forms of materials.
Application areas:
Fine chemicals: pigments, dyes, coatings, carbon black, titanium dioxide, iron oxide, ceramic powder, heavy calcium, light calcium, bentonite, molecular sieve, kaolin, silica gel powder, activated carbon, etc.
Pesticide ores: urea, ammonium chloride, ammonium bicarbonate, soda ash, solid pesticides, tungsten powder, pesticide additives, copper concentrate powder, coal powder, phosphate rock powder, alumina powder, etc.
Building materials: cement, clay, yellow sand, quartz sand, clay powder, silica, limestone powder, dolomite powder, sawdust powder, glass fiber, silica, talc powder, etc.
Food industry: flour, starch, cereals, milk powder, food additives, etc.
Advantages of pipe chain feeding system:
◆Volume conveying device can realize material conveying and metering. It is easy to realize centralized control, improve the degree of automation, and meet the requirements of modern enterprises for environmental protection.
◆Compact structure, small space occupation, and can change the conveying direction in three dimensions.
◆The conveyed material is in a sealed state from the inlet to the outlet flange. There is no need to install a dust collector at the outlet. It can be filled with gas when conveying materials. It can be ensured that no dust leaks into the environment during transportation.
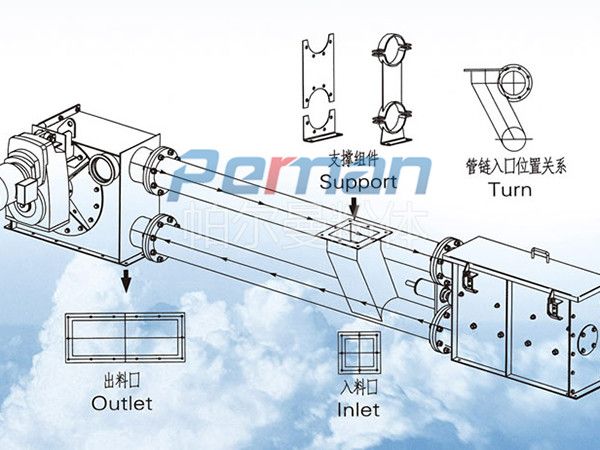
◆The material is transported smoothly along the pipe with basically no internal movement, so the material is less damaged. The slow curved transportation causes very few material particles to produce debris. ◆According to different feeding conditions, the distance between the inlets can be more than 10 meters.
◆The sprocket has optimized shoulders and optimized design, and uses a hardened chain with less wear.
◆Special conveyor plate has very low friction coefficient and stable conveying capacity.
◆All pipe chain conveyors we produce use self-developed calculation programs to maintain necessary static friction and tensioning force on different components such as conveyor pipes and curved parts, providing highly accurate data for designing low noise and low wear. .



